- +86 13962947398
- sales@yutungindustrial.com
- WhatsApp 7day-24h



What Is a Rubber Elevator Belt
A rubber elevator belt is a traditional multi-ply conveyor belt constructed with fabric layers (EP or NN) and covered with rubber on both sides. It is widely used in heavy-duty bucket elevator systems for transporting bulk materials such as cement, sand, aggregates, and minerals.
Structure and Materials of Rubber Elevator Belt
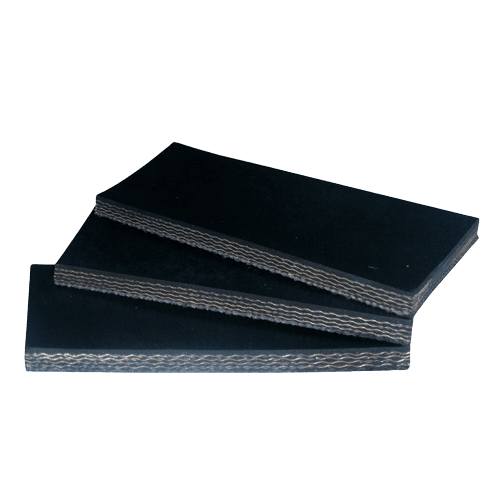
The carcass of our rubber elevator belt is constructed using low-shrinkage EP fabric in the warp direction and NN nylon in the weft direction, providing stable tensile strength and reliable flexibility.
At the pulley contact surface, an additional layer of CC cotton canvas is applied to enhance abrasion resistance and extend service life. This reinforced structure ensures dependable performance in bulk material handling applications.
Structure and Construction
Rubber elevator belts are made of multiple layers of fabric carcass, each layer contributing to the overall strength of the belt. These layers are bonded together with rubber compounds, forming a laminated structure.
The outer rubber covers provide protection against abrasion, impact, and environmental conditions, while the internal plies carry the tensile load.
Key Features of Rubber Elevator Belt
• High load capacity due to multi-ply reinforced structure
• Strong impact resistance for handling heavy bulk materials
• Wide application range across industrial sectors
• Customizable rubber covers (heat-resistant, oil-resistant, etc.)
• Suitable for large pulley systems and long conveying distances
Typical Applications
Rubber elevator belts are commonly used in industries such as:
• Cement plants
• Mining and quarry operations
• Sand and aggregate handling
• Fertilizer production
• Bulk material conveying systems
They are particularly suitable for applications where high load capacity and durability are required.
Application and Usage Recommendations
Rubber elevator belts are mainly used under normal temperature conditions without excessive moisture or corrosion.
They are suitable for conveying non-oily bulk materials and small particles, such as grain, feed, and general industrial materials.
For applications with belt width over 500 mm or lifting height above 35 meters, we can customize the belt strength and provide edge reinforcement according to your requirements.

Rubber Elevator Belt Specifications
| Model | Carcass | Through-thickness longitudinal strength at break (N/mm) | Elongation at Rated Load (≤%) | Thickness(mm) | Recommended Minimum Diameter of Pulley(Φ) | |
|---|---|---|---|---|---|---|
| Bare drum | Rubber drum | |||||
| 600YP | 3EP+1CC | 600 | 1.6 | 5.0+0.2 | 360 | 300 |
| 800YP | 4EP+1CC | 800 | 6.5+0.3 | 500 | 400 | |
| 1000YP | 5EP+1CC | 1000 | 8.0+0.5 | 600 | 800 | |

Performance of Carcass ply to the Carcass ply
| Item | Carcass ply to Carcass ply | Cover Rubber to the Carcass ply |
| Sample average value(N/mm) | 4.5 | 3.5 |
| Min Value(N/mm)≥ | 3.9 | 2.6 |
Performance of Cover
| Elongation at Break(%)≥ | Abrasion Loss(mm³) ≤t | Friction factor (with steel pulley) | Friction factor (with rubber cover pulley) |
| 420 | 150 | 0.75 | >1 |
White vs Black


White rubber elevator belts are commonly used for cleaner or food-related applications, while black rubber belts offer better overall wear resistance.
This difference is mainly due to the type of carbon black used in the rubber compound. Black carbon black provides stronger reinforcement and higher abrasion resistance, resulting in longer service life under heavy-duty conditions.
This white rubber elevator belt is not suitable for food-grade applications. If required, we recommend our Food Grade PVC Elevator Belt for hygienic use.
Customization Options
We can customize rubber elevator belts based on different working conditions, including:
• Heat-resistant belts
• Oil-resistant belts
• Anti-corrosion belts
• Anti-static belts
We also support customized belt width, length, and strength according to your project requirements.
System Optimization Recommendations
To improve conveying efficiency and reduce abnormal belt wear, we recommend using rubber-lagged pulleys.
Rubber lagging increases friction between the belt and pulley, helping prevent slippage and extending the service life of the system.
We also supply head pulley lagging materials as part of a complete conveying solution.
PVC vs Rubber Elevator Belt Comparison
Not sure which belt suits your application? See the comparison below:
| Feature | PVC Elevator Belt | Rubber Elevator Belt |
|---|---|---|
| Structure | Solid woven (one-piece) | Multi-ply laminated |
| Strength Distribution | Even, no weak layers | Layer-dependent, uneven stress |
| Delamination Risk | None | Possible over time |
| Bolt Holding Strength | Excellent | Moderate |
| Weight | Light | Heavy |
| Energy Consumption | Lower | Higher |
| Impact Resistance | Medium | High |
| Application | Grain, feed, food industry | Mining, cement, heavy materials |
| Hygiene / Food Grade | Yes | No |
Rubber elevator belts remain a reliable solution for heavy-duty applications where impact resistance and load capacity are critical.
However, for industries such as grain and feed processing, PVC elevator belts are increasingly preferred due to their lighter weight, better hygiene, and more stable structural performance.
Choosing the right belt depends on your application, load requirements, and working environment.
Ordering Information
• Flexible order quantity – no minimum order required
• Custom belt length and width available
• Installation hole drilling service available for easier assembly
• Technical support provided based on your application
Please feel free to send us your requirements or drawings for a quick quotation.
FAQ – Rubber Elevator Belt
What is a rubber elevator belt?
A rubber elevator belt is a multi-ply conveyor belt designed for bucket elevator systems. It is constructed with fabric reinforcement layers and rubber covers to provide strength, flexibility, and durability for vertical bulk material conveying.
What are rubber elevator belts used for?
Rubber elevator belts are commonly used in bucket elevators for grain handling, feed processing, cement, mining, fertilizer production, sand, and other industrial bulk material applications.
What are the advantages of a rubber elevator belt?
Rubber elevator belts offer high tensile strength, strong impact resistance, good wear resistance, and reliable performance in heavy-duty conveying environments.
What materials are used in rubber elevator belts?
Rubber elevator belts are typically manufactured with EP or NN fabric carcass layers and rubber covers on both sides to provide strength, flexibility, and abrasion resistance.
What is the difference between a rubber elevator belt and a PVC elevator belt?
Rubber elevator belts are generally heavier and better suited for heavy-duty industrial applications, while PVC elevator belts are lighter and commonly used for agricultural, grain, or food-related conveying systems.
Are rubber elevator belts suitable for high-load applications?
Yes, rubber elevator belts are designed for heavy-duty conveying systems and can handle higher loads, larger capacities, and abrasive materials compared with lighter belt types.
Can rubber elevator belts be customized?
Yes, rubber elevator belts can be customized in width, thickness, tensile strength, ply construction, and cover type based on project requirements and operating conditions.
What industries commonly use rubber elevator belts?
Rubber elevator belts are widely used in cement plants, mining operations, grain processing, fertilizer handling, aggregate conveying, and general industrial bulk material transport.















