


Structure and Working Principles of Bucket Elevators
Bucket elevators are widely used mechanical conveying devices. The working principle involves a traction belt circulating between the head and tail pulleys, with buckets fixed at regular intervals on the belt. The housing seals the buckets and belt. Material enters the moving buckets at the boot section, travels up along the casing, and is discharged at the head section through the buckets, exiting the machine via a discharge chute.
Key components of the elevator: housing, head pulley, tail pulley, traction belt (chain), and buckets.

Characteristics of Bucket Elevators
- Vertical conveying, compact structure, small footprint, simplicity.
- Excellent sealing, capable of operating within a fully enclosed casing.
- Capable of lifting large heights and handling large quantities of material.
- High sensitivity to overloading, buckets and traction components are prone to wear, not suitable for conveying large chunks of material. Feeding must be uniform to prevent blockages.
Main Components of Bucket Elevators
Traction components, buckets, head section, casing, base.
Traction Components
There are two types of traction components: belts and chains.
Belts
- Materials: Generally cotton core rubber belts, nylon core belts, steel cord belts.
- Characteristics: Operates smoothly, lightweight, cost-effective, low noise, can handle higher operating speeds. However, it has lower strength, and punching holes for bucket attachment significantly reduces belt strength. It is commonly used for elevating dry, low-temperature, and low-oil materials. It is not suitable for elevating materials with high oil content, high temperature, or moisture (such as hot meal).
- Belt connection methods:
- Lap joint: Simple and most commonly used, but the flexibility at the joint is poor. Attention should be paid to the direction of the joint, which should follow the direction of belt movement. The lap joint length should be greater than 2 bucket intervals.
- Butt joint: Poor flexibility at the joint.



Chains
- Common types of chains: round link chains (HL), forged round link chains, forged square link chains (hooked square link chains), sleeve roller chains – plate chains (PL).
- Characteristics: Heavyweight, operates at low speeds (0.5-1m/s, max speed Vmax=1.5), higher cost, produces impact vibrations and noise during operation. However, chains have high strength, particularly suitable for conveying materials with high temperature, humidity, stickiness, and high oil content.

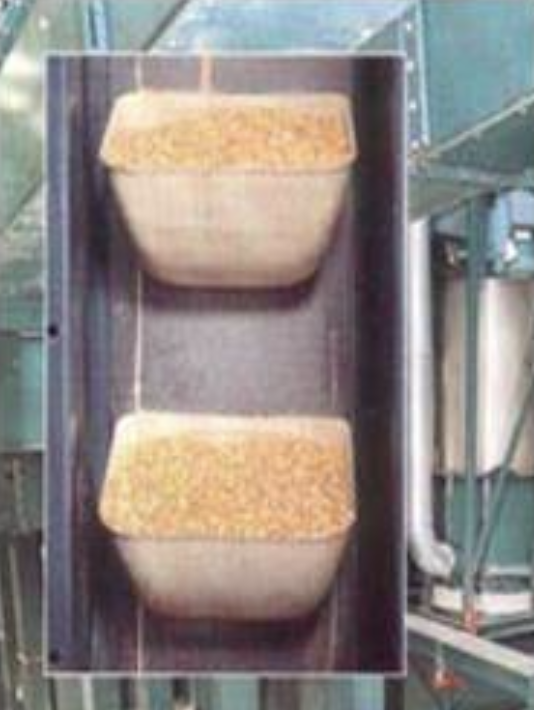
Buckets
Buckets are typically made by stamping from steel plates or by welding; they can also be made from plastic or nylon.




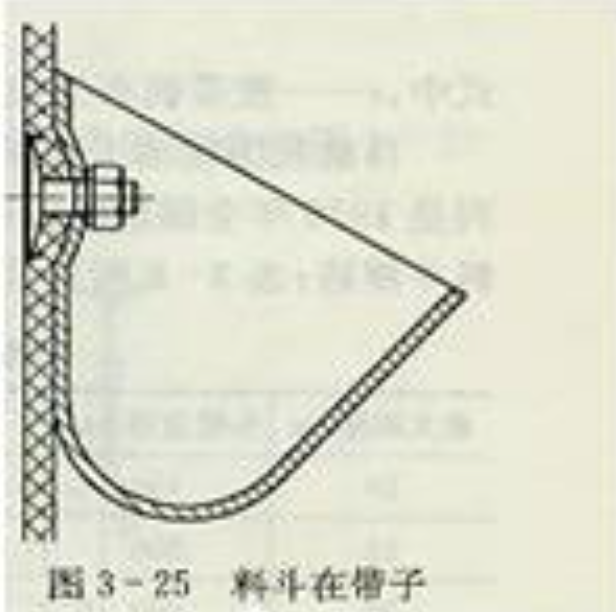
Fixing and Spacing of Buckets
- Fixing buckets on the belt: Requirements include simplicity in operation, firm attachment, easy disassembly, and minimal reduction in the strength of the traction components. Special countersunk screws should be used.
- Bucket spacing: Determines the density of buckets on the traction component, which affects the conveying capacity of the bucket elevator. Smaller bucket spacing increases conveying capacity, but excessively small spacing may affect discharge. Typically, the spacing is about 2.5-3.5 times the bucket depth, approximately 200-400mm.

Head Section
The head section consists of the head pulley, head casing, discharge chute, and drive mechanism. Bucket elevators are equipped with a backstop device on the head pulley shaft to prevent equipment malfunction and material blockages caused by reverse rotation during operation.


Casing (Machine Casing)
- Shape: This refers to the middle section of the casing. It can be single-pipe (used for low-speed bucket elevators) or double-pipe (used in high-speed or dusty environments).
- Casing size: Should ensure that buckets do not collide during operation.
- Inspection windows and maintenance ports.
Base
- Consists of the base casing, bottom pulley, tensioning device, inlet hopper, and alignment and speed sensing devices. Bottom pulley: D_base ≤ D_head to reduce loading resistance.
- Base casing: The height of the base is determined by the stroke of the tensioning device. The bottom pulley should not protrude from the surface of the base casing at its highest position. At its lowest position, there should be a 30-40mm gap between the buckets and the bottom surface of the base casing.
- Side-mounted baffles are used to clean up material accumulation inside the base casing.

